
For mining contractors that make us rethink what a "strip light" really needs to survive IP67 or IP68 at minimum 1. Dust clouds that block out visibility in seconds. Vibrations that rattle fixtures loose overnight. Temperature swings that crack ordinary silicone within weeks ATEX or IECEx certification 2. These are the realities underground, and most standard LED strips simply cannot handle them.
LED strip lights serve extreme industrial and mining environments as auxiliary illumination, conveyor monitoring lights, safety markers, and tunnel outline indicators—but only when built with full-potting encapsulation, IP67 or higher ratings, reinforced mounting, and stable low-voltage power delivery designed to resist dust, moisture, vibration, and temperature extremes.
This article breaks down the specific technical decisions you need to make before specifying LED strips for harsh industrial or mining sites MSHA approval 3. We cover IP ratings, certifications, voltage drop solutions, and how to find the right supplier for custom, heavy-duty strip lighting.
How do I choose the right IP rating for LED strips used in high-dust mining environments?
When we ship LED strips to mining sites in Australia, the first question from every contractor is the same: "Will this survive the dust?" It is a fair concern. Standard IP20 or IP54 strips fail within weeks in underground tunnels or processing plants where fine particulate hangs in the air constantly.
For high-dust mining environments, choose LED strips rated IP67 or IP68 at minimum. IP67 strips are fully dust-tight and survive temporary water immersion. IP68 strips handle continuous submersion. Full silicone potting or aluminum extrusion with sealed end caps provides the best long-term dust and moisture protection.
What Do IP Ratings Actually Mean?
IP stands for Ingress Protection 4. The first digit rates solid particle protection. The second digit rates liquid protection. In mining, both matter equally because dust and water coexist underground.
Here is a quick breakdown:
| IP Rating | Dust Protection | Water Protection | Mining Suitability |
|---|---|---|---|
| IP20 | No protection | No protection | Not suitable |
| IP54 | Limited dust ingress | Splash-proof | Indoor warehouse only |
| IP65 | Dust-tight | Low-pressure water jets | Surface operations |
| IP67 | Dust-tight | Temporary immersion (1m, 30 min) | Underground tunnels |
| IP68 | Dust-tight | Continuous submersion (1m+) | Pump stations, wet areas |
| IP69K | Dust-tight | High-pressure, high-temp washdown | Processing plants |
Why IP65 Is Often Not Enough
Many buyers assume IP65 is "waterproof enough." In a clean commercial setting, that is true. But mining dust is not the same as office dust. It is abrasive. It carries moisture. It builds up in layers. An IP65 strip uses a silicone sleeve or nano-coating that can degrade under constant particulate bombardment.
Our engineers have tested IP65 strips returned from a coal processing facility after just four months. The nano-coating had worn through at every mounting clip point. Dust had penetrated the LED cavities and caused hot spots.
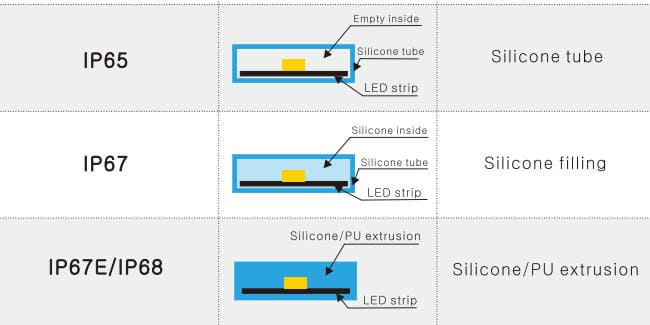
Full Potting vs. Sleeve Protection
There are two main waterproofing methods for LED strips. Sleeve protection slides a silicone tube over the strip. Full potting fills every gap with solid silicone or polyurethane.
For mining, full potting wins every time. The strip becomes a solid, sealed unit. There are no air pockets for dust to enter. The potting compound also dampens vibration, which is a huge bonus on conveyor frames and near crushing equipment.
Don't Forget the Connectors
A strip rated IP68 is useless if the connector is IP44. In our production line, we use injection-molded waterproof connectors rated to the same IP level as the strip itself. Every joint is a potential failure point. Specify sealed connectors and sealed end caps for every run.
Anti-Static Coatings Matter in Explosive Atmospheres
In coal mines, static electricity is dangerous. Fine coal dust in the right concentration is explosive. Some premium LED strips now feature anti-static oil film coatings on their outer surface. These coatings prevent dust from clinging to the strip and reduce static charge buildup. If your site handles combustible dust 5, ask your supplier about this option specifically.
What safety certifications must my industrial LED lighting meet to pass strict project bidding?
We have seen too many orders stall at the bidding stage because the LED strips lacked one critical certificate. Mining and industrial projects are heavily regulated. If your lighting does not carry the right approvals, your bid gets rejected—no matter how good the product is.
Industrial LED lighting for mining projects typically requires ATEX or IECEx certification for explosive atmospheres, UL or ETL listing for North American markets, CE marking for Europe, IP67+ and IK10 ratings documented by accredited labs, and MSHA approval for U.S. underground mines. Missing any one of these can disqualify your entire bid submission.
Key Certifications by Region
Different countries enforce different standards. Here is a summary of the most commonly required certifications for mining and heavy industrial LED lighting:
| Certification | Region | What It Covers | Required For |
|---|---|---|---|
| ATEX | European Union | Equipment in explosive atmospheres | Underground coal mines, gas-risk zones |
| IECEx | International | Explosive atmosphere equipment | Mining globally |
| MSHA | United States | Mine Safety and Health Administration approval | All U.S. underground mines |
| UL / cUL | USA / Canada | Product safety listing | Commercial and industrial projects |
| CE | European Union | Health, safety, environmental standards | All EU projects |
| SAA | Australia | Electrical safety compliance | Australian mining and industrial |
| RoHS | EU / Global | Restriction of hazardous substances | Environmental compliance |
| IK10 | International | Maximum impact resistance rating | High-vibration, heavy machinery areas |
Understanding Hazardous Location Classifications
In North America, NEC Article 500 6 defines hazardous locations by class and division. Class I covers explosive gases and vapors. Class II covers combustible dust. Division 1 means the hazard is present during normal operations. Division 2 means the hazard exists only during abnormal conditions.
Coal mines typically fall under Class II, Division 1. That is the strictest dust classification. Your LED strip must be rated and labeled for that exact class and division to pass inspection.
Why Third-Party Lab Testing Matters
Self-certification is not accepted in serious project bidding. You need test reports from accredited third-party labs such as TÜV, Intertek, or UL. When our team prepares documentation packages for Australian contractors, we include full test reports—not just certificates. Procurement officers want to see the actual data behind the rating.
The Hidden Cost of Missing Certifications
One of our clients in Germany once sourced LED strips from a supplier who claimed "CE equivalent" compliance. The strips worked fine technically. But when the project went to final inspection, the lighting was flagged for lacking a proper CE declaration of conformity with the correct EN standards referenced. The contractor had to replace 400 meters of installed strips. The cost was five times the original purchase price.
Always verify certifications before you order. Ask for certificate numbers. Check them against the issuing body's online database. This takes ten minutes and can save you tens of thousands of dollars.
How can I prevent voltage drop and light discontinuity in my long-run industrial installations?
Long conveyor tunnels. Massive processing halls. Haulage roads stretching hundreds of meters underground. These are the realities our clients face when planning LED strip installations. And the number one technical complaint we hear after installation is: "The light is bright at the start and dim at the end."
To prevent voltage drop and light discontinuity in long-run LED strip installations, use higher voltage strips (48V or 220V AC), inject power from both ends or at multiple midpoints, select strips with built-in constant current ICs, and keep individual run lengths within manufacturer specifications. For runs exceeding 50 meters, segmented power injection is essential.
Why Voltage Drop Happens
Voltage drop 7 is a physics problem, not a quality problem. As current travels along the copper traces of a strip, resistance causes voltage to decrease over distance. The LEDs at the far end receive less voltage and produce less light. On a 5-meter residential strip, this is barely noticeable. On a 100-meter mining tunnel installation, the difference can be dramatic.
Choosing the Right Voltage
Higher voltage systems push less current through the strip for the same wattage. Less current means less resistive loss. Here is how the main voltage options compare for long runs:
| Voltage | Typical Max Single Run | Best Use Case | Notes |
|---|---|---|---|
| 12V DC | 5 meters | Short accent lighting | Severe drop beyond 5m |
| 24V DC | 10 meters | Commercial interiors | Most common, but limited for industrial |
| 48V DC | 20–30 meters | Industrial, long corridors | Good balance of safety and performance |
| 220V AC (high-voltage) | 50–100 meters | Mining tunnels, conveyor systems | Requires proper insulation; minimal drop |
Our 220V AC high-voltage strips are specifically designed for mining and industrial runs where you simply cannot inject power every 10 meters. They use built-in rectification and constant current ICs 8 on every segment, so each LED cluster regulates its own current regardless of position along the run.
Power Injection Strategies
For DC strips on long runs, power injection is your best friend. This means feeding power not just from one end, but from multiple points along the strip. A 50-meter run on 24V DC might need power injected at the start, at 15 meters, at 30 meters, and at 45 meters. Each injection point connects back to the power supply via a separate cable.
Plan your cable routing before installation. In mining environments, cables need to be secured in conduit or trunking rated for the same environmental hazards as the strips themselves.
Constant Current ICs: The Game Changer
Some LED strips embed tiny constant current driver ICs directly on the flexible PCB. These ICs regulate current to each LED segment independently. Even if voltage varies along the run, every LED receives the same current and produces the same brightness.
This technology is more expensive per meter. But in a mining installation where re-doing work is dangerous, time-consuming, and costly, the premium is worth it. We have had clients switch entirely to constant current IC strips after one bad experience with conventional constant voltage strips in a 70-meter tunnel.
Avoiding Visible Joints and Light Gaps
Light discontinuity at connection points is another common issue. When two strip segments meet, there is often a small dark gap. In a retail setting, nobody notices. In a mine tunnel where consistent illumination is a safety requirement, dark spots create hazards.
To fix this, use strips with edge-to-edge LED placement and seamless solder-pad connections. Our production team aligns LED spacing across segments so that the joint point is indistinguishable from the rest of the strip. We also offer custom lengths cut to your exact measurements, so you minimize the number of joints in the first place.
Where can I find a supplier that offers the custom dimensions and high-end QC my mining projects demand?
Finding a reliable supplier for mining-grade LED strips is harder than most buyers expect. We hear this frustration regularly from procurement managers who have wasted months sampling products that look great on a datasheet but fall apart in the field.
Look for suppliers who operate their own production lines with in-house SMT and potting capabilities, offer low-MOQ custom lengths and specifications, provide accredited third-party test reports, maintain documented QC processes including binning for color consistency, and have a proven track record exporting to regulated markets like Australia, Germany, or North America.

What "Custom" Really Means in Mining Applications
In commercial lighting, "custom" might mean a non-standard color temperature or a specific length. In mining, custom means everything. You might need a strip that is exactly 1.8 meters long to fit between mounting brackets on a conveyor frame. You might need a specific lumen output to meet the minimum lux requirements at working height in a tunnel. You might need a particular flex radius to wrap around a curved wall in a pump station.
Our team handles these requests daily. We adjust LED density, drive current, PCB width, potting thickness, and connector type to match each project's exact requirements. This is not catalog shopping. It is co-development.
QC That Matters for Mining
Quality control for mining-grade strips goes beyond basic electrical testing. Here is what a serious supplier's QC process should include:
- LED binning control: Every reel of LEDs is sorted by color temperature and brightness bin. Mixing bins creates visible color inconsistency across a project.
- Full-strip burn-in testing: Every strip is powered on for a minimum period before shipping to catch early failures.
- Potting adhesion testing: Pull tests and thermal cycling 9 confirm the potting compound will not separate from the PCB.
- IP testing by accredited lab: Not self-tested. Actual immersion and dust chamber testing with documented results.
- Connector pull-strength testing: Connectors must withstand the vibration forces typical in mining installations.
Red Flags When Evaluating Suppliers
Not every supplier who claims "industrial grade" can actually deliver. Watch out for these warning signs:
- No third-party test reports available, only self-declared ratings.
- Minimum order quantities of 10,000 meters or more, with no flexibility for project-based orders.
- Samples that arrive in different color temperatures than specified.
- No documented QC process or willingness to share production photos.
- Vague answers when you ask about LED chip brand, driver IC type, or copper weight on the PCB.
Why a Trading Company with Factory Access Can Be Your Best Partner
Some buyers insist on working directly with a factory. That makes sense in theory. But in practice, many factories focus on volume production and have limited English-speaking engineering support, no export documentation expertise, and rigid MOQ requirements.
A specialized trading company with deep factory relationships and its own technical team bridges that gap. We coordinate directly with our production partners, manage QC on-site, handle export certifications, arrange logistics, and provide responsive English-language support throughout. For a procurement manager in Australia or Germany who needs 200 meters of custom-spec mining strip with full documentation, this is often the fastest and most reliable path.
The Value of Long-Term Partnerships
Mining projects are rarely one-time purchases. A conveyor expansion next year. A new tunnel section the year after. Consistency matters. When you find a supplier who documents your specifications, maintains your LED bin records, and can reproduce your exact product two years later, that relationship becomes a competitive advantage for your business.
We keep detailed project files for every client. When Roy, one of our long-term Australian partners, reorders strips for a mine expansion, we pull up his original spec sheet and match everything—color temperature, lumen output, potting type, connector style, packaging labels. No guesswork. No variation.
Conclusion
LED strip lights can absolutely perform in extreme industrial and mining environments—but only with the right IP ratings, certifications, power engineering, and supplier partnerships backing them up.
Footnotes
- Wikipedia provides a comprehensive and authoritative explanation of IP (Ingress Protection) codes, including the specifics of IP67 and IP68 ratings for dust and water resistance. ↩︎
- Compares ATEX and IECEx certifications for explosive atmospheres. ↩︎
- Links to the official MSHA site for equipment approval and certification. ↩︎
- Provides a clear definition of Ingress Protection (IP) code. ↩︎
- Provides the official OSHA definition and guidance on combustible dust. ↩︎
- Explains the classification of hazardous locations under NEC Article 500. ↩︎
- Explains the fundamental concept of voltage drop in electrical circuits. ↩︎
- Describes integrated circuits designed to provide constant current for LEDs. ↩︎
- Describes a testing procedure for assessing the durability of electronic components under temperature variations. ↩︎
- Explains the process of sorting LEDs for consistent color and brightness. ↩︎






