
Across production runs for fuel depots and process plants, we keep seeing the same risk: one weak lighting choice can turn a routine inspection path into an ignition point.
ATEX and IECEx explosion-proof LED strip lights are most useful in oil and gas sites, chemical plants, offshore platforms, tank interiors, walkways, wastewater facilities, grain handling areas, and maintenance zones where low-profile, certified lighting must control ignition risk while improving visibility and reducing upkeep.
The value is not just that they light dangerous spaces ATEX and IECEx 1. It is that they solve hard layouts where rigid fixtures leave shadows, take more room, or complicate maintenance.
How can I use ATEX-certified LED strips to improve safety in my oil and gas facility?
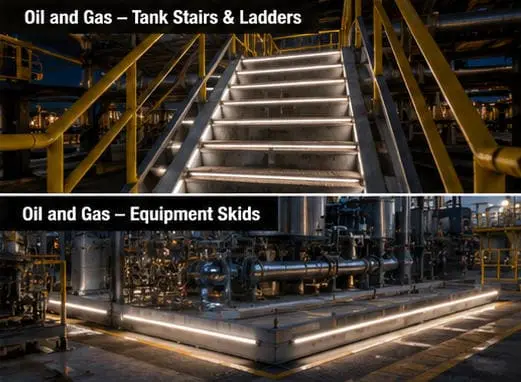
When engineers review refinery layouts, the trouble spots are usually stairs, skids, and narrow catwalks where glare, shadow, and hot surfaces can raise risk fast.
ATEX-certified LED strips improve safety in oil and gas facilities by adding certified low-profile light to walkways, tank stairs, pipe racks, skids, and escape routes, where they cut shadows, keep surface temperatures controlled, and reduce maintenance visits in hazardous zones.

In oil and gas sites 2, the first question is not "Where can I fit a strip?" The first question is "Where does poor light create risk during normal work, shutdown work, or emergency movement?" That is where certified strip lighting usually starts to make sense. In our project discussions, the biggest gains often come from long, awkward paths rather than open process areas. A strip can sit close to the task, follow the structure, and give a clean line of light without a bulky body.
Best locations inside an oil and gas facility
Pipe racks, stair stringers, tank access ladders, skid edges, analyzer shelters, and escape routes are common targets. These areas often have valves, cables, grating, and handrails that create shadows. A low-profile strip can run along the line of travel or the edge of equipment, so workers see where to step and what to touch.
| Facility area | Common lighting problem | Why an ATEX strip helps |
|---|---|---|
| Pipe racks | Valves and piping cast deep shadows | Continuous side lighting improves visibility along the full run |
| Tank stairs and ladders | Slip and trip risk during night checks | Edge-mounted light makes steps and handrails easier to see |
| Equipment skids | Tight clearances and crowded components | Slim form factor fits where rigid luminaires do not |
| Escape routes | Poor route definition during upset conditions | Linear light gives a clear path and works well with backup systems |
Why safety improves in daily work
Better light does not only help during emergencies. It helps during every inspection. Operators can read tags faster. Maintenance crews can spot leaks or loose fittings sooner. Security and HSE teams can see route edges more clearly. That matters because many incidents start with small misses, not dramatic failures.
Certified strip lighting also helps because it is designed to limit ignition sources. The right product will have the correct ATEX marking, a controlled surface temperature, and a sealed build such as IP66 or IP67 3. In fuel stations, refineries, and terminals, that is not optional. If the area is classified, the lighting has to match the classification. hazardous zones 4 A cheap non-certified LED strip is not a shortcut. It is a compliance and safety problem.
Where strip lights are not enough
This is the part buyers sometimes overlook. Explosion-proof strips are not a full replacement for every fixture. A wide loading bay, high canopy, or open processing deck may still need stronger linear luminaires or floodlights for main illumination. Strips work best as close-range task lighting, path lighting, outline lighting, or supplemental lighting. They are strong in the hard places. They are not always the best choice for broad-area throw.
The whole system matters too. A certified strip alone does not make the full installation compliant. Drivers, connectors, glands, mounting methods, and emergency power all need to be reviewed as part of the hazardous area design.
Which hazardous zones in my chemical plant are best suited for IECEx-rated linear lighting?
When our team maps strip layouts for chemical lines, the risky spots are long racks and service corridors where poor visibility slows checks and invites mistakes.
IECEx-rated linear lighting works best in chemical plant pipe racks, dosing areas, access walkways, enclosed process galleries, tank farms, and dust-risk packaging rooms in Zones 1, 2, 21, and 22, provided the exact gas or dust group, temperature class, and ingress rating match the hazard.
The best zones for IECEx-rated linear lighting are not chosen by guesswork. They are chosen by the plant's hazardous area classification 5, the task being done there, and the physical layout. In many chemical plants 6, Zones 1 and 2 cover gas or vapor risk around processing, transfer, dosing, and storage points. Zones 21 and 22 cover combustible dust 7 in filling, blending, or packaging areas. A linear strip becomes useful when the space is narrow, curved, enclosed, or full of shadow points.
Start with the zone map, not the catalog
I have seen buyers start with lumen output and only later ask about gas group, dust group, or T-class. That order is backwards. First confirm the zone. Then confirm whether the risk is gas, vapor, or dust. Then match the certificate, temperature class 8, ambient range, and sealing level to the actual plant conditions.
| Hazardous zone | Typical chemical plant area | Why IECEx linear lighting fits |
|---|---|---|
| Zone 1 | Pump skids, transfer points, dosing bays | Close, continuous light helps operators inspect fittings and leaks |
| Zone 2 | Pipe bridges, service corridors, tank farm walkways | Good for long runs where routine movement and checks are frequent |
| Zone 21 | Powder handling and bagging lines | Sealed linear lighting reduces dust ingress and supports visibility |
| Zone 22 | Secondary dust-risk rooms and packaging edges | Useful where dust risk is lower but still classified |
Where linear lighting adds the most value
Pipe racks and service galleries are strong candidates because traditional fixtures can leave alternating bright and dark patches. That slows down inspection work. Sampling points and dosing stations are another good fit because technicians often work close to valves, labels, and hoses. Tank farm walkways benefit too, especially where handrails, grating, and pipe supports create visual clutter.
Dust-risk rooms deserve extra attention. Food ingredients, additives, pigments, resins, and powders can create fine airborne or settled dust. In those spaces, sealed and certified lighting is not overkill. It is a control measure. The same logic applies to wastewater zones inside a chemical site where methane or other byproducts may be present.
A practical warning about "lower-risk" zones
Some facility managers still argue that certified products are unnecessary in Zone 2 or Zone 22 because the risk is lower than Zone 1 or Zone 21. That sounds cost-conscious, but it misses the point. Lower risk is not the same as no risk. If the area is classified, the equipment must match the classification. The better question is not whether certification is necessary. The better question is which certified product gives the right light, durability, and service life for the job.
Also think about chemical resistance. A strip in a corrosive plant needs more than a certificate. It needs a jacket, seals, and mounting hardware that can handle washdown, vapor exposure, and cleaning practice over time.
Can I integrate explosion-proof LED strips into my existing offshore platform lighting design?
When our export team studies offshore retrofits, the hard part is fitting safer light into crowded modules without adding bulky housings or awkward maintenance points.
Yes, explosion-proof LED strips can fit existing offshore platform lighting designs when the mounting method, driver location, cable glands, emergency backup, and ATEX or IECEx approvals are checked against the platform's zone map, corrosion exposure, and maintenance plan.
Offshore retrofits are usually about limits. Space is limited. Access is limited. Shutdown time is limited. That is why explosion-proof LED strips attract attention on platforms. They can add visibility in awkward places without forcing a full redesign of the main lighting grid. In our experience with export projects, the most successful integrations happen when the strip is treated as part of the system, not as a simple add-on.
Good retrofit locations on offshore platforms
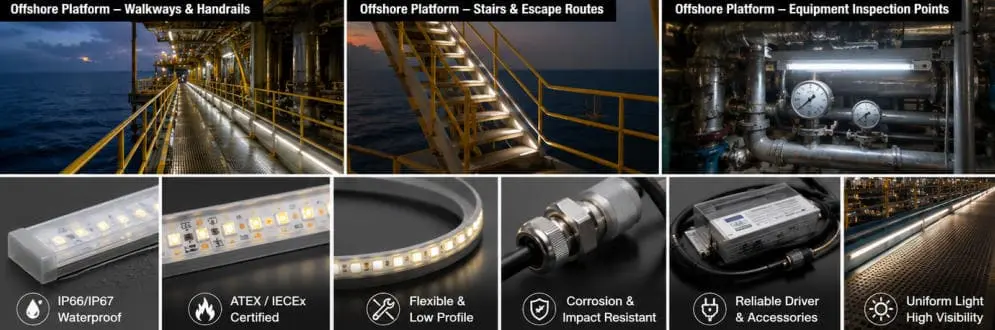
Handrails, stairs, escape route edges, module perimeters, under-platform access paths, and inspection points are common candidates. These are places where rigid fixtures may be too large, too directional, or too exposed to impact. A flexible certified strip can follow the shape of the structure and improve route clarity without blocking movement.
| Retrofit point | What to check | Why it matters |
|---|---|---|
| Handrails and stairs | Mounting clips, glare angle, ingress rating | Workers need clear step and edge visibility in wet conditions |
| Module edges and walkways | Zone rating, cable routing, corrosion resistance 9 | These areas face salt, vibration, and frequent movement |
| Equipment inspection points | Task distance, shadows, maintenance access | Close light helps crews inspect labels, gauges, and fittings |
| Escape routes | Emergency supply compatibility | Light must remain useful during abnormal events |
Driver location matters as much as the strip
One of the biggest mistakes in retrofit planning is focusing only on the strip body. The driver, control gear, junction boxes, and connectors may be the real challenge. If the power supply is not approved for the hazardous area, it may need to sit in a safe area or in a proper enclosure. Cable glands and terminations must also match the offshore environment. Salt spray, vibration, and temperature swings can punish weak accessories faster than buyers expect.
This is also where platform design teams need to be realistic about purpose. A strip is excellent for outlining a route, lighting a stair edge, or improving inspection visibility. It is not the best tool for blasting light across a large open deck. Main deck illumination still belongs to heavier-duty hazardous luminaires with broader optical control.
Think about corrosion and service time
Offshore buyers should pay close attention to sealing, impact resistance, and corrosion behavior. A flexible strip may use silicone or another protective jacket, but that does not mean all versions perform the same. Ask how the product handles salt exposure, washdown, and mechanical stress. Ask how end caps are sealed. Ask how sections are replaced. The best retrofit is not the one that only fits on day one. It is the one that still works after repeated service cycles in a marine environment.
A good retrofit plan also looks at emergency backup, spare lengths, connector strategy, and documentation. That is what keeps a fast installation from becoming a slow maintenance problem later.
What specific features should I prioritize when sourcing explosion-proof strips for my industrial project?
When we quote hazardous projects, buyers often chase unit price first, then find out later that one wrong rating can stop approval.
Prioritize certification scope, zone and gas or dust group match, temperature class, ingress protection, impact and corrosion resistance, driver strategy, connector sealing, lumen output, color consistency, emergency options, and supplier traceability before you compare price.

Sourcing explosion-proof strip lights is not like buying standard waterproof LED tape. The approved marking is only the start. What matters is whether the certificate covers your actual zone, your gas or dust group, your ambient temperature, and your installation method. In industrial procurement, the wrong detail can delay approval, fail inspection, or force a redesign after materials arrive on site.
Check the paperwork before the sample
In our daily quoting work, the fastest projects are not always the cheapest ones. They are the ones where the buyer asks for the right documents early. That usually means certificate details, datasheets, installation instructions, temperature class, ingress rating, material notes, and system accessories.
| Priority feature | Why it matters | What to ask the supplier |
|---|---|---|
| ATEX or IECEx scope | Confirms legal and technical suitability | Which zones, groups, and T-classes does this exact model cover? |
| IP and sealing performance | Protects against water, dust, and washdown | Are the strip, end caps, and connectors all sealed to the same level? |
| Driver and power design | Affects compliance and reliability | Where must the driver be installed, and what certified accessories are required? |
| Corrosion and impact resistance | Important in chemical, offshore, and mining sites | What materials and test data support long-term durability? |
| Traceability | Reduces risk in project supply | Can you provide batch control, labeling, and repeatable specifications? |
Do not judge only by brightness
Brightness matters, but it is rarely the first filter in hazardous projects. Surface temperature can matter more. Connector quality can matter more. So can bend radius, cut length, voltage drop, and uniformity over long runs. For B2B buyers, color consistency also matters because one mismatched batch can ruin the visual result across a long installation. We pay close attention to that in our own supply chain because project buyers do not want one reel looking green and the next one looking pink.
Think about the full installed system
An explosion-proof strip is a system purchase. You should review the strip body, driver, mounting clips or channel, end caps, cable glands, connectors, emergency pack options, and control method together. If you need dimming or motion response, confirm that those features do not create a compliance problem. If you need custom lengths, confirm how joints are handled and whether field cutting is allowed.
| System detail | Why buyers miss it | Real project effect |
|---|---|---|
| Connector sealing | It looks small compared with the strip | A weak connector can become the failure point |
| Mounting method | Teams assume any clip will do | Wrong fixing can reduce lifespan or break compliance |
| Emergency backup | Often added late in the design | Late changes can disrupt approvals and wiring plans |
| Custom lengths and joints | Buyers focus on reel price | Poor joint planning creates dark gaps and service issues |
Price matters, but lifecycle cost matters more
Critics are right about one thing: certified strip systems often cost more upfront than standard LEDs. But the comparison is incomplete if it ignores downtime, replacement labor, access cost, and approval risk. In remote mines, offshore modules, or shutdown-sensitive plants, one avoided maintenance visit can change the math quickly. The same is true when a product with stable quality and clear documentation helps a contractor win approval faster.
So when you source, prioritize fit for the hazardous area first. Then look at long-run stability, service support, and repeatability. The best supplier is not just the one with a certificate. It is the one that can deliver the same approved configuration again when phase two of the project starts.
Conclusion
Certified strip lighting pays off in tight hazardous spaces. Match the zone, temperature class, and installation details correctly, and you gain safer visibility with less maintenance.
Footnotes
- Official source for international certification in explosive atmospheres. ↩︎
- Official OSHA guidance on safety and hazards in the oil and gas extraction industry. ↩︎
- Official IEC explanation of Ingress Protection (IP) ratings for enclosures. ↩︎
- Official UK government guidance on classifying hazardous areas based on explosion risk. ↩︎
- Describes the international standard for classifying hazardous areas with flammable gases or vapors. ↩︎
- Provides comprehensive information on chemical hazards and safety regulations in workplaces. ↩︎
- Official OSHA resource detailing hazards and prevention of combustible dust explosions. ↩︎
- Replaced HTTP 405 with a working, clear explanation of ATEX temperature classes (T1-T6) from a reputable industry source, as no suitable authoritative .gov, .edu, or non-PDF ISO/IECEx link was found. ↩︎
- Provides a comprehensive overview of corrosion resistance in materials. ↩︎
- Replaced HTTP 404 with an authoritative BSEE page detailing their role in offshore oil and gas, including safety and environmental protection. ↩︎






