
Usually we see bids fail when the strip looks fine, but the compliance file is thin, old, or incomplete.
LED strip light project tenders usually require valid safety certifications, EMC and environmental compliance documents, photometric files, and durability test reports for the exact product model. The final document set depends on project location, code requirements, and whether the strip is indoor, outdoor, or supplied as a complete lighting system.
Once you separate mandatory compliance documents from sales claims, tender review becomes much easier.
How do I identify the essential safety certifications required for my commercial lighting tender?
In our export work, we often see low bids fail when the safety file cannot prove where and how the strip can be installed safety certifications 1.
The essential safety certifications are the ones required by the project market, the product form, and the installation environment. For most commercial tenders, that means regional electrical safety approval, EMC compliance, hazardous-substance compliance, and any location-specific rating such as IP, fire, or low-voltage driver safety.

The first mistake many buyers make is to ask, "Is this LED strip certified?" That sounds simple, but it is not. A bare strip, a strip with a driver, and a complete installed lighting system can fall under different rules ETL Listed 2. In real tenders, the product is not judged by marketing language. It is judged by the exact standard, the exact model, and the exact installation method EMC Directive 3.
Start with three questions
I always suggest starting with three checks. First, where will the project be installed? Second, what exactly are you supplying? Third, is the strip going into a dry indoor area, a wet area, or an exposed outdoor location? These three points decide most of the safety file.
If the project is in North America, buyers often ask for UL Listed 4 or ETL Listed products. For LED strip systems, UL 2108 5 is a common tape-light standard, while UL 8750 is a broader LED equipment safety standard. If the driver is separate, its rating matters too. A Class 2 driver changes installation limits and risk level. A UL Recognized component is not the same as a UL Listed finished product. That mix-up causes many tender problems.
For Europe, the conversation is different. CE marking 6 is expected, but CE is not a test report and not always a third-party certificate. It is a compliance framework supported by a Declaration of Conformity, technical file, and relevant test evidence. Buyers may also ask for RoHS and ErP compliance. For Australia, many projects want proof that the product meets local electrical safety and EMC requirements, often through RCM-related documentation and reports aligned with AS/NZS or IEC-based standards. RCM compliance 7
Separate mandatory from useful
Some documents are legal entry documents. Others are tender-strengthening documents. You need both, but not for the same reason.
| Document type | Why it matters | Usually mandatory? | Common tender use |
|---|---|---|---|
| Electrical safety approval | Reduces shock and fire risk | Yes | Core qualification |
| EMC compliance 8 | Prevents interference and shows immunity | Usually yes | Technical compliance matrix |
| RoHS or similar environmental compliance | Controls hazardous substances | Often yes in many markets | Sustainability and import compliance |
| IP rating report | Confirms dust and water protection | Only when application requires it | Outdoor, wet area, façade, landscape |
| Photobiological safety | Shows light hazard classification | Sometimes required | Schools, healthcare, public spaces |
| Fire-related cable or material data | Supports building safety review | Project-specific | Ceiling voids, escape routes, public buildings |
Check the exact supply scope
A tender can ask for LED strips, but the real approval need may cover more than the strip itself. If you are supplying aluminum profile, diffuser, driver, controller, connector, and wiring harness as one package, the buyer may treat it like a system. In that case, component-level paperwork may not be enough.
I also look at the tender language carefully. Phrases such as "listed," "approved," "third-party tested," "exact model," or "equivalent" matter a lot. "Equivalent" does not mean "anything similar." It usually means you must prove equal compliance with matching standards and recent reports from an accredited lab.
A practical way to identify the must-have set
Use a simple filter: market, product form, environment, and project type.
| Project factor | What to verify first | Example outcome |
|---|---|---|
| Market | Local legal access requirements | UL for US projects, CE framework for EU, local approval path for Australia |
| Product form | Bare strip, strip plus driver, or full system | Full system may need more complete safety evidence |
| Environment | Dry, damp, wet, outdoor, high heat | IP65, IP67, temperature, UV, or corrosion reports |
| Project type | Public, commercial, hospitality, healthcare | Public projects often want stricter third-party evidence |
The safest approach is to build a compliance matrix before you price the job. That avoids a common trap: quoting first, then discovering the strip needs another round of testing.
Which specific test reports must I provide to meet Australian or European building standards for LED strips?
When we prepare files for Australia and Europe, the trouble usually starts when a buyer asks for one report pack, but the strip, driver, and controls follow different rules.
For Australia or Europe, you usually need reports for electrical safety, EMC, photometric performance, IP protection when relevant, and environmental compliance. The exact standards depend on whether you are bidding a bare strip, a strip with driver, or a complete lighting system installed in a building.

This is the section where many suppliers overpromise. They say "we have CE" or "we have SAA," but they do not show the technical reports behind those claims. In commercial tendering, that is rarely enough. The buyer wants the evidence file, not just the badge.
Europe: think in directives and harmonized standards
For European projects, the buyer often expects a Declaration of Conformity supported by test reports under the right directives. That usually means the Low Voltage Directive 9, EMC Directive, and RoHS Directive. Depending on the product, Ecodesign or ErP requirements may also apply. If the strip is sold as part of a complete luminaire or system, additional standards can come into play.
Common European report requests include EN 55015 for lighting EMC emissions, EN 61547 for immunity, EN 61000-3-2 and EN 61000-3-3 for power quality behavior where relevant, and safety reports linked to LED modules, drivers, or luminaires such as EN 62031, EN 61347, or EN IEC 60598 depending on the final product form. For optical safety, some specifiers ask for IEC or EN 62471 or EN 62493 related evidence.
Australia: local approval still matters
Australian projects often follow a similar technical logic, but the approval path is local. Buyers may ask for RCM-related compliance documents, EMC reports aligned with AS/NZS CISPR 15, safety reports for drivers and luminaires under AS/NZS-adopted IEC standards, and IP test reports to IEC 60529 or the adopted local equivalent. In some cases, the local certifier accepts IEC-based reports, but the final approval must still fit Australian rules and product classification.
One point is easy to miss. In Australia, the power supply and plug arrangement can change the compliance burden a lot. A low-voltage strip alone is one thing. A strip sold with driver, plug, controller, and prewired leads is another. Public and commercial tenders often want the whole assembly documented.
The report pack buyers actually look for
| Report or file | Europe | Australia | Why buyers ask for it |
|---|---|---|---|
| Declaration of Conformity | Common | Sometimes requested as supporting document | Shows the supplier takes legal responsibility |
| Electrical safety test report | Yes | Yes | Core proof against shock and fire risk |
| EMC emissions report | Yes | Yes | Confirms the product does not disturb nearby equipment |
| EMC immunity report | Yes | Yes | Confirms the product can keep working in real electrical environments |
| RoHS compliance 10 file | Yes | Often requested for multinational projects | Supports environmental compliance |
| IP test report | Application-based | Application-based | Required for wet or outdoor locations |
| IES or LDT photometric file | Common | Common | Supports lighting design and lux calculations |
Do not forget exact model matching
A common weak point is model mismatch. The report may be for 24V, but the tender sample is 12V. The report may be for IP20, but the project needs IP67. The report may be for a single-color strip, but the quoted product is tunable white with a different PCB and power load. That is enough to trigger rejection.
Short checklist before submission
| Check item | Pass standard |
|---|---|
| Lab accreditation visible | Report shows accreditation marks or traceable credentials |
| Model number exact | Matches datasheet, label, and quotation |
| Report date current | Recent enough for tender review and current production |
| Product configuration exact | Same voltage, IP level, driver type, and controller setup |
| Regional logic correct | EU file for EU job, Australian approval path for Australian job |
I also recommend adding one simple cover sheet that lists every document by report number, model, date, and scope. It saves the evaluator time, and that often helps your bid more than people expect.
How can I document the long-term color consistency and lifespan of my LED strips to satisfy project specifiers?
On long projects, we spend more time proving color stability than quoting price, because a beautiful sample means little if replacement reels drift months later.
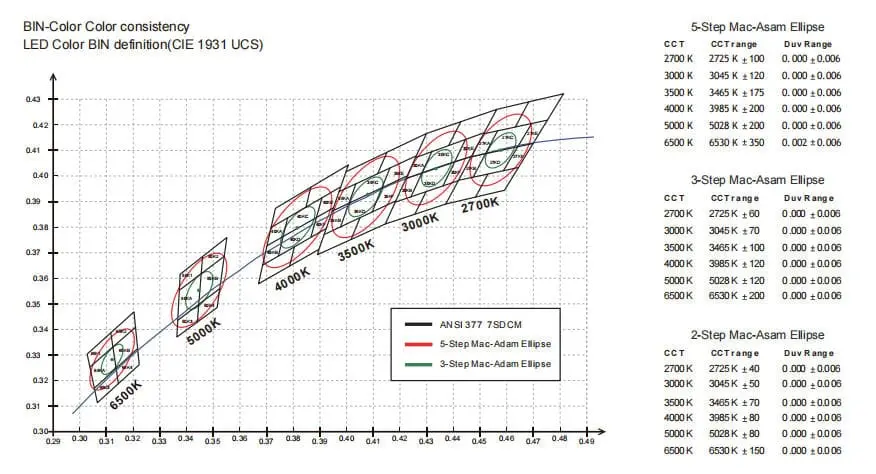
To satisfy specifiers, document color consistency and lifespan with binning data, SDCM or MacAdam-step limits, spectrometer records, LM-80 and TM-21 evidence, aging results, and clear warranty language tied to the exact LED package, drive current, profile, diffuser, and operating temperature.
Specifiers are not only buying light. They are buying repeatability. That matters a lot in hotels, retail chains, façade lighting, and renovation work. One reel that looks warmer or greener than the next can ruin a finished space, even when both reels pass basic electrical tests.
What color consistency really means
Many suppliers write "3-step" or "5-step" on a datasheet, but they never explain the condition behind it. A stronger file includes the target CCT, tolerance range, and test method. SDCM, often called MacAdam steps, is a useful shorthand because it tells the specifier how tightly the light stays around the target color point. Lower values usually mean better visual uniformity.
But SDCM alone is not enough. I prefer to pair it with real spectrometer records from production lots. That shows measured CCT, CRI, and sometimes DUV or chromaticity coordinates. In large projects, batch-to-batch records are more convincing than a polished brochure.
Lifespan claims need evidence, not slogans
The words 50,000 hours or 60,000 hours appear everywhere. The question is how that number was built. For LED strips, long-life claims often rely on LM-80 data from the LED package manufacturer and TM-21 projections derived from that dataset. This is useful, but specifiers also know that the finished strip can run hotter than the bare LED package. PCB design, copper weight, resistor layout, driver current, profile, and ambient temperature all affect real life.
That is why we also keep aging data. Even a simple controlled burn-in and longer thermal aging record helps. It does not replace LM-80, but it shows that the finished strip behaves well under realistic operating conditions.
| Document | What it proves | Why specifiers care |
|---|---|---|
| LED binning record | Initial color and flux grouping | Reduces visible variation between batches |
| SDCM or MacAdam-step statement | Target color tolerance | Supports visual uniformity in continuous installations |
| Spectrometer test record | Actual measured CCT, CRI, and sometimes DUV | Verifies production output, not just design intent |
| LM-80 report | LED package lumen maintenance over time | Supports long-life discussions |
| TM-21 projection | Calculated useful life projection | Helps compare durability claims |
| Aging or burn-in report | Early-life stability and screening | Reduces infant failure risk |
Show the system, not only the LED chip
Color appearance can shift after installation because of diffuser material, aluminum profile heat dissipation, and driver ripple. So when I build a file for a specifier, I try to connect the LED package data with finished-product data. That can include IES files, power measurements, thermal photos, or sample-board comparisons after aging. It is much easier for a specifier to trust the claim when the file explains the whole chain.
Make the warranty language measurable
A weak warranty says only "5 years." A stronger warranty links the promise to measurable limits, such as lumen maintenance, color shift, ambient temperature, installation conditions, and approved accessories. That protects both sides. It also tells the specifier that the number was engineered, not guessed.
| Specifier concern | Better evidence | Weak evidence |
|---|---|---|
| Will new reels match old ones? | Batch color log plus SDCM statement | One old sample photo |
| Is the lifetime real? | LM-80, TM-21, thermal and aging data | One line on a datasheet |
| Will diffusers change the look? | Finished-system visual and photometric test | LED chip report only |
| Can this be maintained later? | Traceable lot records and color reference | No batch coding |
The big point is simple. Specifiers do not reject color claims because they are strict. They reject them because inconsistency becomes visible to everyone on site.
What quality control and batch-testing reports should I request from my manufacturer to ensure I pass the final site inspection?
Before shipment, we trust paperwork less than repeatable batch checks, because final site rejection usually comes from what installers see, measure, and compare onsite.
Request batch-level QC records, incoming material checks, in-process inspection logs, final electrical and visual test sheets, waterproof validation where needed, and traceability by reel or lot. These reports help you prove that the delivered strips still match the approved sample and tender file.
Final site inspection is where the tender file meets reality. At that stage, nobody cares that the first sample looked good six months earlier. Inspectors and installers care whether the delivered reels match the approved specification, install safely, and perform evenly across the project.
Ask for traceability first
The most useful report is often the simplest one: a lot or reel traceability sheet. If you cannot link each shipment to a production date, LED bin, PCB batch, driver batch, and test result, solving a site issue becomes slow and expensive. Good traceability also helps with phased projects. When an extension order comes later, you have a better chance of matching the original installation.
What batch testing should include
At minimum, I want to see incoming material inspection, in-process control, and final outgoing inspection. Incoming checks cover PCB thickness, copper weight, LED source, adhesive tape, silicone or extrusion materials, and connector quality. In-process checks cover solder quality, polarity, cut-point accuracy, and visual defects. Final checks cover power draw, current, voltage drop, light output, CCT, and reel length.
For waterproof strips, the QC file should go further. Potting quality, end-cap sealing, cure condition, and random water-exposure validation matter a lot. Many outdoor complaints start there, not at the LED chip.
| QC report | What it checks | Why it matters at site |
|---|---|---|
| Incoming material inspection | LED source, PCB, tape, silicone, connectors | Prevents hidden component drift |
| In-process inspection log | Soldering, polarity, cut marks, workmanship | Reduces visible defects and early failures |
| Final electrical test sheet | Voltage, current, wattage, continuity | Confirms the reel performs as quoted |
| Final visual test sheet | CCT, brightness, appearance, labeling | Helps match approved sample |
| Waterproof validation record | Seal quality, curing, leakage risk | Critical for outdoor and wet areas |
| Reel traceability report | Lot code, date, component link | Speeds problem solving and replacements |
Match QC to what inspectors actually reject
A smart buyer requests reports that map to site risks. Inspectors usually reject LED strips for five reasons: wrong color, visible brightness variation, dead sections, incorrect length, or missing labels and supporting files. So your QC request should not be abstract. It should mirror those failure points.
Useful extras for project work
For demanding commercial jobs, I also like to request these extra records:
| Extra document | Best use case |
|---|---|
| Aging or burn-in record | Large projects where early failure risk is costly |
| Adhesion test result | Installations on channels, façades, or warm surfaces |
| Packing inspection sheet | Long-distance export shipments |
| Driver pairing record | Jobs where strip and power supply are delivered together |
| Sample retention photo or board | Disputes about approved appearance |
| ISO 9001 certificate | Supplier quality system review |
One more critical point
Batch reports only help if they match the shipped goods. A polished generic QC template is not the same as a real batch record. I always check whether the report shows date, lot number, quantity, operator or inspector signoff, and measured values. If those fields are blank, the file is mostly decoration.
This is where many mid-market tenders are won. Not because one supplier had the cheapest strip, but because one supplier could prove that the delivered batch would look and perform like the approved sample on the day of installation.
Conclusion
Winning tenders need more than a nice datasheet. They need exact certificates, recent reports, and batch records that stay consistent from sample approval to site handover.
Footnotes
- Explains the importance of various certifications for LED lighting products. ↩︎
- Describes the Intertek ETL Listed Mark, signifying independent product safety testing. ↩︎
- Defines the EU directive limiting electromagnetic emissions and ensuring immunity for equipment. ↩︎
- Explains the meaning and importance of the UL Listed mark for product safety. ↩︎
- Provides information on the specific UL standard for low voltage lighting systems. ↩︎
- Official European Commission page providing information on CE marking. ↩︎
- Explains the Regulatory Compliance Mark for electrical safety and EMC in Australia. ↩︎
- Defines the EU directive limiting electromagnetic emissions and ensuring immunity for equipment. ↩︎
- Outlines the EU directive ensuring electrical equipment safety within specific voltage limits. ↩︎
- Details the EU directive restricting hazardous substances in electrical and electronic equipment. ↩︎






