Каждую неделю наша производственная команда отправляет тысячи катушек подрядчикам и оптовикам по всей России и другим странам Технический паспорт изделия 1. Но один вопрос постоянно возникает у покупателей: как мне убедиться, что массовая партия соответствует тому, что я одобрил?
Для проведения правильной выборочной проверки и приемочных испытаний поступающих светодиодных лент необходимо отобрать случайные образцы из нескольких коробок по статистически обоснованному плану, затем проверить документы, визуальное качество, электрические характеристики, оптическую однородность и герметичность в соответствии с вашей спецификацией закупки перед принятием решения о приемке или браке.
Это руководство проведет вас по повторяемому процессу контроля качества при поступлении 2. Независимо от того, покупаете ли вы 50 катушек для оснащения отеля или 5 000 для дистрибуции, приведенные ниже шаги помогут выявить проблемы до того, как они попадут на объект.
Как создать надежный план выборочного контроля для оптовых поставок светодиодных лент?
При подготовке отгрузок на нашем предприятии мы маркируем каждую катушку кодом партии, датой производства и номером ячейки Сертификация третьих сторон 3. Но как только товар покидает наш склад, покупателю необходима собственная система для проверки фактически поступившей продукции.
Надежный план выборки начинается с определения партии, выбора объема выборки на основе признанного стандарта, такого как ISO 2859-1 (AQL), случайного отбора коробок и паллет, а также установления четких критериев приемки/брака до вскрытия первой коробки.
Почему важна случайная выборка
Самая большая ошибка покупателей — брать первые три катушки с верхней части паллеты. Это практически ничего не говорит. Верхние коробки могли быть упакованы последними, с конца производственной партии, или храниться в других условиях при транспортировке. Истинная случайная выборка 4 означает нумерацию каждой коробки и использование случайного метода для выбора, какие из них вскрывать. Это устраняет предвзятость и дает каждой катушке равный шанс быть проверенной.
Сначала — целостность партии
Прежде чем взять в руки нож, проверьте упаковочный лист. Одна отгрузка с нашего склада может содержать две или три производственные партии. Если вы смешаете партии в одной выборке, вы можете принять всю партию, в которой есть скрытая проблемная партия. Всегда разделяйте по коду партии. Каждая партия — это отдельная партия. Проверяйте каждую партию отдельно.
Выбор уровня AQL
AQL означает Предельно допустимый уровень качества 5. Это максимальный процент дефектных единиц, который вы готовы принять. Для светодиодных лент покупатели обычно используют следующие уровни:
| Тип дефекта | Рекомендуемый AQL | Уровень инспекции |
|---|---|---|
| Критический (угроза безопасности, неправильное напряжение) | 0 % | Усиленный / 100 % |
| Основной (неработающие светодиоды, изменение цвета, неправильная цветовая температура) | 1.0 % | Общий II |
| Незначительный (незначительные косметические повреждения, неправильное расположение этикетки) | 2.5 % | Общий II |
После того как вы определили свой AQL и размер партии, обратитесь к ISO 2859-1 6 таблицам, чтобы определить размер выборки и количество допускаемых/отбрасываемых дефектов. Например, партия из 500 катушек на общем уровне инспекции II дает размер выборки 50. Если вы устанавливаете основной AQL на 1,0 %, таблица указывает принять партию, если найдено 1 или меньше основных дефектов, и отклонить, если найдено 2 или больше.
Соотнесите усилия с риском
Не каждая поставка требует одинаковой тщательности проверки. Вот как мы советуем нашим партнёрам:
| Сценарий | Рекомендуемый подход |
|---|---|
| Первый заказ от нового поставщика | Ужесточённая инспекция, увеличенная выборка |
| Повторный заказ, стабильная история поставщика | Обычная инспекция |
| Проект с критическими требованиями безопасности или для наружного применения | Ужесточённая инспекция + 100% проверка критических элементов |
| Декоративный заказ с низким риском или образец | Сниженная инспекция |
Хороший план также указывает, кто проводит инспекцию, где, какими инструментами и как фиксируются результаты. Оформите это как стандартную операционную процедуру на одной странице. Прикрепите её к рабочему столу инспектора. Последовательность важнее сложности.
Какие конкретные тесты мне следует провести, чтобы проверить однородность цвета и яркость в моём заказе?
На наших производственных линиях мы используем интегрирующие сферы и спектрометры 7 для биннинга каждого светодиодного чипа перед сборкой. Но биннинг на заводе не гарантирует, что готовый продукт в вашем складе всё ещё соответствует спецификации после пайки, старения и транспортировки.
Вы должны измерять световой поток, коррелированную цветовую температуру, индекс цветопередачи и равномерность цвета на нескольких катушках с помощью откалиброванного люксметра или спектрометра, затем сравнивать результаты с утверждённым образцом и листом спецификаций для подтверждения яркости и стабильности цвета.

Разница между "Он светится" и "Он соответствует"
Лента может идеально включаться, но всё равно не соответствовать коммерческим требованиям. Представьте установку 200 метров подсветки в коридоре гостиницы. Если половина катушек работает на 3 200 К, а другая половина на 2 800 К, коридор выглядит пятнистым. Гости это заметят. Подрядчик получит повторный вызов. Поэтому оптическое тестирование обязательно для проектных работ.
Ключевые оптические параметры для измерения
| Параметр | Что он вам говорит | Необходимый инструмент | Допустимая погрешность |
|---|---|---|---|
| Световой поток (лм/м) | Яркость на метр | Интегрирующая сфера или откалиброванный люксметр на фиксированном расстоянии | ±10% от спецификации |
| Цветовая температура (К) | Теплый, нейтральный или холодный тон | Колориметр / спектрометр | ±100–200 К от заявленного значения |
| CRI (Ra) | Цветовая точность при освещении | Спектрометр | ≥ 90 для архитектурного освещения, ≥ 80 для общего |
| SDCM (шаги МакАдама) | Цветовая согласованность между изделиями | Спектрометр | ≤ 3 шага для проектного уровня |
| Процент мерцания | Визуальный комфорт | Измеритель мерцания или высокоскоростная камера | < 5% при номинальном драйвере |
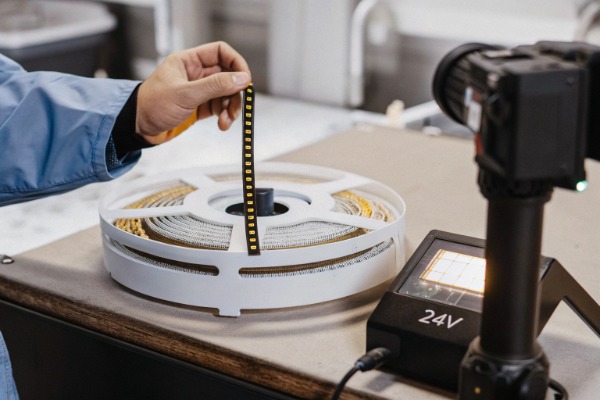
Простая схема тестирования на столе
- Настройте стабилизированный источник постоянного тока на номинальное напряжение ленты. Не используйте нестабилизированный адаптер — колебания напряжения искажают показания.
- Подавайте питание на каждую тестируемую катушку не менее 15 минут перед измерением. Светодиоды немного изменяются во время начальной термической стабилизации.
- Измерьте освещенность на фиксированном расстоянии (например, 30 см) в трех точках: в начале, в середине и в конце катушки.
- Запись КЦТ и ИЦЦ 8 в тех же трех точках.
- Сравните каждое измерение с утвержденным образцом и технической спецификацией поставщика.
Если на какой-либо катушке наблюдается отклонение CCT более ±150 К от среднего значения, отметьте её. Если количество катушек, не прошедших проверку, превышает допустимый уровень AQL, отклоните партию или запросите сортировку.
Сравнение между партиями
Цветовая однородность внутри одной катушки обычно хорошая. Реальный риск возникает между катушками из разных производственных партий. Всегда тестируйте хотя бы одну катушку с каждым кодом партии в поставке. Разложите их рядом друг с другом на белой поверхности в тёмной комнате. Ваши глаза легко заметят сдвиг в 200 К. Если визуально кажется, что цвет отличается — так оно и есть, измерьте для подтверждения.
Решение проблемы "Образец проходит, партия не проходит"
Мы сталкивались с этим много раз. Предсерийный образец выглядит идеально, потому что он был выбран из тщательно подобранного бина светодиодов. Затем массовое производство использует более широкий диапазон бинов. Чтобы избежать этого, требуйте от поставщика указания кода бина светодиодов в спецификации и проверяйте его на этикетке катушки при входном контроле. Если код бина изменился, рассматривайте это как новый продукт и проводите повторное утверждение.
Как проверить степень водонепроницаемости и качество сборки светодиодных лент проектного класса?
Наша инженерная команда тратит недели на разработку силиконовых экструзий и процессов заливки для лент IP65, IP67 и IP68. Но небольшой порез на оболочке при упаковке или ослабленный торцевой колпачок из-за вибрации при морской перевозке может нарушить герметичность всей конструкции.
Проверьте степень влагозащиты визуальным осмотром силиконовой оболочки или заливки на наличие трещин, зазоров и пузырей, убедитесь в прочности крепления торцевых колпачков, проверьте соответствие IP-рейтинга на этикетке спецификации и выполните базовый тест сопротивления изоляции мегомметром на выборочных катушках.
Визуальные и механические проверки
Начните с визуального и тактильного осмотра. Медленно размотайте каждую выбранную катушку на чистом столе. Проверьте:
- Повреждения силиконовой оболочки: порезы, разрывы, пузырьки, расслоение или пожелтение.
- Целостность торцевых колпачков: оба конца должны быть герметичны. Нажмите слегка — если колпачок болтается, вода проникнет внутрь.
- Состояние печатной платы/гибкой платы: нет трещин, изгибов или открытых медных дорожек.
- Паяные соединения: проверьте под увеличительным стеклом. Холодные пайки выглядят тускло и зернисто. Хорошие пайки блестящие и гладкие.
- Выравнивание светодиодов: чипы должны лежать ровно и по центру на своих площадках. Наклонённые или повернутые светодиоды указывают на низкую точность установки.
- Клеевая основа: отделите небольшой участок. Он должен легко отделяться от подложки и быть равномерно липким.
Тест на изгиб и растяжение
Согните ленту до минимального радиуса изгиба, указанного в техническом паспорте. Для большинства стандартных гибких лент это около 30 мм. Осмотрите зону изгиба под увеличением. Если пайка трескается или площадка светодиода поднимается, это признак низкого качества сборки. Также проведите простой тест на растяжение разъемов и соединений без пайки. Сильное натяжение не должно ничего отделять.
Тест на сопротивление изоляции
Для водонепроницаемых лент, тестирование сопротивления изоляции 9 критически важно. Используйте мегомметр на 500 В постоянного тока. Один щуп подключите к положительному входу, другой — к внешней поверхности ленты (или к любому открытому металлу). Значение выше 100 МОм указывает на хорошую изоляцию. Ниже 10 МОм — возможное проникновение влаги или дефект герметизации.
Быстрая термопроверка
Подавайте на ленту номинальный ток в течение 30 минут. Используйте инфракрасный термометр или тепловизор для поиска горячих точек. Исправная лента покажет относительно равномерный температурный профиль. Локальный перегрев — более чем на 10 °C выше окружающей зоны — может указывать на высокоомную пайку, повреждённую дорожку или неисправный светодиод.
Понимание степени защиты IP при входном контроле
Многие покупатели путают IP-классификация 10 с тем, что нужно проверять при приёмке. Полное тестирование IP требует сертифицированной лаборатории и специального оборудования. При входном контроле ваша задача — убедиться, что лента соответствует заявленной степени защиты и что транспортировка не повредила герметичность.
| Степень защиты IP | Что означает | Что проверять при приёмке |
|---|---|---|
| IP20 | Без защиты от воды | Состояние печатной платы, выравнивание светодиодов, качество пайки |
| IP54 | Водозащищённый | Покрытие рукавом, отсутствие зазоров в местах разреза |
| IP65 | Защищён от водяных струй | Целостность силиконовой оболочки, герметичность торцевой заглушки, сопротивление изоляции |
| IP67 | Погружение до 1 м | Полная оболочка + торцевая заглушка + сопротивление изоляции ≥ 100 МОм |
| IP68 | Постоянное погружение | Все проверки по IP67 + проверка заливки компаундом, отсутствие воздушных пузырей |
Если в спецификации вашего проекта указан IP67, не принимайте ленту, на которой на этикетке заявлен IP67, но при этом торцевая заглушка явно неплотно закреплена. Заявления на этикетке должны соответствовать фактическому состоянию.
Какую документацию я должен запросить у поставщика для прохождения итогового приемочного тестирования?
При отправке заказа мы прилагаем полный пакет документов, привязанный к номеру заказа. Мы делаем это, потому что знаем: отсутствие документов может задержать проект так же, как и неисправный товар. Не каждый поставщик поступает так же.
Требуйте от поставщика предоставления упаковочного листа, соответствующего заказу, спецификации продукции, заводского протокола испытаний с данными по партии, копий сертификатов третьих сторон (CE, UL, SAA, RoHS, REACH), записи по бин-коду светодиодов и любых проектных документов по соответствию до подписания акта приёмки.

Почему документы важнее физических испытаний
Многие покупатели сразу переходят к включению ленты. Это ошибка. Проверка документов должна быть первым шагом. Вот почему: если в упаковочном листе указано 3 000 К, а в спецификации — 4 000 К, несоответствие обнаружится ещё до вскрытия коробки. Если в протоколе испытаний указан другой артикул, данные могут не относиться к вашему товару. Если отсутствуют сертификаты, конечный заказчик или строительный инспектор может отклонить установку, даже если лента работает идеально.
Полный перечень документов
Минимально требуйте следующие документы для каждой поставки:
- Подтверждение заказа — подтверждает, что поставщик принял ваши точные требования.
- Коммерческий инвойс и упаковочный лист — с кодами товаров, количеством, кодами партий, номерами коробок и чистым/брутто весом.
- Технический паспорт изделия — включает тип светодиода, плотность светодиодов, напряжение, мощность на метр, цветовую температуру (CCT), индекс цветопередачи (CRI), степень защиты IP, интервал резки, размеры, угол рассеивания, срок службы и диапазон рабочих температур.
- Заводской протокол испытаний — относится к конкретной партии, не является общим. Должен включать электрические измерения (напряжение, ток, мощность), оптические измерения (световой поток, CCT, CRI) и данные о проценте брака.
- Запись кода бинning светодиодов — подтверждает, какие бины светодиодов использовались в партии. Необходимо для проверки однородности цвета.
- Сертификация третьих сторон — CE, RoHS, REACH для Европы; сертификаты соответствия для России; SAA для Австралии. Копии должны содержать точную модель продукта и быть действительными на момент проверки.
- Декларации безопасности материалов или соответствия — декларации RoHS и REACH, подписанные поставщиком, особенно для покупателей на российском рынке.
- Условия гарантии — письменный гарантийный срок и условия.
Сопоставление документов с физическим продуктом
После получения документов проверьте их соответствие с физическим товаром. Именно здесь часто скрываются несоответствия.
| Поле документа | Физическая проверка |
|---|---|
| Номер модели в техническом паспорте | Номер модели, напечатанный на этикетке катушки |
| Код партии в протоколе испытаний | Стикер с кодом партии на каждой катушке |
| Плотность светодиодов (например, 120 светодиодов/м) | Посчитайте количество светодиодов на участке 10 см, умножьте на 10 |
| Номинальное напряжение (например, 24 В постоянного тока) | Проверьте этикетку и протестируйте с блоком питания |
| Цветовая температура по техническому паспорту (например, 3 000 К) | Измерение с помощью колориметра |
| Степень защиты IP в техническом паспорте | Визуальный осмотр водонепроницаемой конструкции |
| Длина рулона (например, 5 м) | Измерение образца катушки |
| Знак сертификации на документе | Знак сертификации, напечатанный на изделии или этикетке |
Если какое-либо поле не совпадает, немедленно отметьте это. Не предполагайте, что это опечатка. Например, неправильное напряжение на этикетке может создать угрозу безопасности, если установщик будет ориентироваться на этикетку, а не на технический паспорт.
Когда задерживать отгрузку
Есть очевидные ситуации, когда следует изолировать партию, даже если изделие выглядит нормально:
- Сертификаты просрочены, отсутствуют или относятся к другой модели.
- Заводской протокол испытаний является общим и не относится к конкретной партии.
- Количество в упаковочном листе не совпадает с фактическим количеством.
- Цветовая температура (CCT) или индекс цветопередачи (CRI) в техническом паспорте отличаются от заказа.
- Отсутствует документация по LED-бину, что делает невозможным подбор цвета при последующих заказах.
По нашему опыту, лучшие отношения между покупателем и поставщиком строятся на прозрачности. Хороший поставщик предоставляет эти документы заранее. Если вам приходится постоянно запрашивать документы, это само по себе является сигналом о качестве, на который стоит обратить внимание.
Заключение
Эффективный процесс входного контроля не требует лаборатории. Необходим четкий план выборки, правильные испытания для вашего применения и документированные критерии приемки/брака, связанные с вашей закупочной спецификацией.
Примечания
- Описывает технический паспорт изделия как чертеж, определяющий конструкцию, функциональность и требования. ↩︎
- Определяет контроль качества как систематический процесс, обеспечивающий соответствие продукции установленным стандартам. ↩︎
- Определяет сертификацию третьей стороной как независимую проверку, подтверждающую соответствие продукции определённым стандартам. ↩︎
- Объясняет случайную выборку как метод, при котором каждый член совокупности имеет равные шансы быть выбранным. ↩︎
- Заменил HTTP 404 на статью из Википедии, которая является предпочтительным авторитетным источником, предоставляющим чёткое определение предельного уровня качества (AQL). ↩︎
- Заменил HTTP 403 на объяснение авторитетной компании по инспекции качества, которая ссылается на стандарт ISO 2859 и следует ему. ↩︎
- Описывает спектрометры как научные приборы, используемые для разделения и измерения спектральных компонентов явлений. ↩︎
- Объясняет CCT как коррелированную цветовую температуру, а CRI как индекс цветопередачи в освещении. ↩︎
- Объясняет испытание сопротивления изоляции как диагностическую процедуру для оценки эффективности изоляции в электрических системах. ↩︎
- Заменил HTTP 403 на авторитетный источник Международной электротехнической комиссии (IEC), которая разработала систему рейтинга IP. ↩︎