عندما يتولى فريق الإنتاج لدينا طلبات شرائط LED المخصصة التي تتطلب قطعًا دقيقًا ولحامًا على مستوى المصنع — وأكثر الشكاوى الميدانية التي نسمعها من المقاولين تعود إلى شيء واحد: قطع سيء أو لحام بارد 1 تم على الموقع.
للقص واللحام الصحيح لأضواء شرائط LED، يجب أن تقص فقط عند علامات القص المخصصة من قبل الشركة المصنعة على الوسادات النحاسية، وتقوم بتلحيم الموصلات ذات القطبية الصحيحة بسرعة، ثم تختبر الاتصال قبل إغلاق أو تثبيت الشريط بشكل دائم.
يرشدك هذا الدليل عبر كل خطوة، من العثور على نقطة القطع الصحيحة إلى ختم الوصلات المقاومة للماء. سواء كنت مقاولًا يعمل على تركيب تجاري أو موزعًا ينصح عملاء التركيب لديك، ستساعدك التفاصيل أدناه على تجنب القطع غير الصحيحة، والوميض، وفشل التركيبات الخارجية. لنبدأ بالقطع نفسه.
أين تقع نقاط القطع الدقيقة على شرائط LED ذات الكثافة العالية؟
سؤال يجيب عليه فريق الدعم الفني لدينا تقريبًا يوميًا هو أين بالضبط يجب أن يتم القطع على شريط عالي الكثافة — لأن عدد شرائح LED لكل متر يعني أن علامات القطع تكون أقرب معًا وأسهل في التفويت عليها. شرائط LED ذات الكثافة العالية 2
نقاط القطع على شرائط LED تقع دائمًا عند وسادات اللحام النحاسية، وعادةً ما تكون محددة برمز مقص، أو خط منقط، أو خط متقطع. القطع في أي مكان آخر سيتسبب في كسر الدائرة لذلك الجزء، مما يؤدي إلى توقف عمل مصابيح LED التي لا يمكن إصلاحها إلا بإزالة الجزء التالف بالكامل.

كيفية تحديد خط القطع
كل شريط LED مصنوع من مقاطع كهربائية متكررة 3. تحتوي كل قطعة على عدد معين من شرائح LED والمقاومات المرتبطة بها. يقع خط القطع بين قطعتين، عبر وسط وسادات النحاس المكشوفة. على شريط أحادي اللون بجهد 12 فولت، تظهر هذه الوسادات عادة كل ثلاثة شرائح LED. على شريط بجهد 24 فولت، قد تظهر كل ست شرائح LED. تتبع شرائط الكثافة العالية التي تحتوي على 120 أو 240 شرائح LED لكل متر نفس القاعدة — ففواصل القطع أقرب جسديًا معًا فقط.
ابحث عن هذه العلامات البصرية:
- رمز مقص صغير مطبوعة على سطح الشريط.
- A خط منقط أو متقطع يمتد عبر عرض الشريط.
- مكشوف وسادات نحاسية أوسع قليلاً من المسارات التي تربط مصابيح LED.
إذا لم تتمكن من رؤية العلامات، امسح السطح برفق بقطعة قماش جافة. على الأشرطة المقاومة للماء المطلية بالسيليكون أو الراتنج، قد تكون العلامات مرئية من خلال الطلاء أو مطبوعة على الجانب السفلي.
فواصل القطع حسب نوع الشريط
| نوع الشريط | الجهد الكهربائي | فاصل القطع النموذجي | عدد الوسادات النحاسية عند نقطة القطع |
|---|---|---|---|
| لون واحد (SMD 2835 4) | 12 فولت | كل 3 مصابيح LED (حوالي 25 مم عند 120 LED/م) | وسادتان (+ و−) |
| لون واحد (SMD 2835) | 24فولت | كل 6 مصابيح LED (حوالي 50 مم عند 120 LED/م) | وسادتان (+ و−) |
| RGB (SMD 5050) 5 | 12 فولت | كل 3 مصابيح LED (حوالي 50 مم عند 60 LED/م) | 4 وسادات (R، G، B، +) |
| RGBW (SMD 5050) | 24فولت | كل 6 مصابيح LED (حوالي 100 مم عند 60 LED/م) | 5 وسادات (R، G، B، W، +) |
| الأبيض القابل للضبط | 24فولت | كل 6 مصابيح LED | 3 وسادات (+، دافئ، بارد) |
| قابل للعنوان (WS2812B) 6 | 5V | كل 1 مصباح LED | 3 وسادات (VCC، البيانات، GND) |
الأخطاء الشائعة عند القص
الخطأ الأكثر تكرارًا الذي نراه في الميدان هو القص بين وسادات النحاس بدلاً من القطع من خلالها. هذا يترك سطحًا غير قابل للحام على جانب أو كلا الجانبين من القطع، مما يجعل إعادة الاتصال شبه مستحيلة. خطأ آخر هو القص بزاوية، والذي يمكن أن يقطع مسارًا على جانب واحد مع ترك الآخر سليمًا. دائمًا استخدم مقصًا حادًا أو قاطعًا دقيقًا، وقطع بشكل مستقيم عبر الشريط.
قبل أن تقص، قم بقياس مرتين. أكد الطول الذي تحتاجه، وابحث عن أقرب علامة قطع، وتأكد من أن الشريط مسطح ومستقر. افصل الشريط عن جميع مصادر الطاقة أولاً. هذا يحميك ويمنع الدوائر القصيرة العرضية التي يمكن أن تتلف السائق أو الشريط.
شيء آخر يستحق الملاحظة: على شرائط قابلة للعنوان مثل WS2812B، يمكن التحكم في كل LED بشكل فردي. يمكنك القص عند كل LED واحد. لكن القص يؤثر على العنوان — إذا أزلت قسمًا وسطياً وأعدت توصيله، قد تحتاج إلى إعادة برمجة المتحكم ليأخذ في الاعتبار عدد البكسلات الجديد.
كيف ألحّم شرائط LED الخاصة بي لضمان اتصال آمن لتركيبي التجاري؟
عند شحن شرائط LED بطول مخصص للمقاولين في مصر، نحرص دائمًا على تضمين دليل اللحام في العلبة — لأن حتى الكهربائيين ذوي الخبرة يقدّرون أحيانًا مدى اختلاف لحام لوحات الدوائر المطبوعة 7 عن العمل التقليدي بالأسلاك.
للحام شرائح LED بشكل آمن، قم أولاً بتلحيم كلا من الوسادات النحاسية على الشريحة ونهايات الأسلاك المقشرة. ثم ضع السلك المملحَم على الوسادة المملحَمة، واضغط على مكواة اللحام الخاصة بك على كلاهما لمدة حوالي ثانيتين حتى يتدفق اللحام معًا، وابقِ السلك ثابتًا تمامًا حتى يبرد الموصل ويتصلب.

الأدوات والمواد التي تحتاجها
قبل أن تبدأ، اجمع كل شيء. فقدان أداة أثناء اللحام يعني أنك قد تمسك بمكواة ساخنة على وسادة وتضر الشريط.
| أداة / مادة | المواصفة الموصى بها | الغرض |
|---|---|---|
| مكواة اللحام | 25–60 واط، طرف مخروطي دقيق | يسخن الوسادات والأسلاك للربط |
| لحام بنواة الرزين 8 | قصدير-رصاص بنسبة 60/40 أو خالي من الرصاص، 0.8 مم | يوفر المعدن الملئ للمفصل |
| أسلاك مجدولة | 20–22 AWG (لون واحد)، 20 AWG (RGB) | يوصل أجزاء الشريط أو يمدد المسارات |
| مقصات إزالة العزل | مطابقة لحجم AWG | يزيل العزل بشكل نظيف |
| الكحول الأيزوبروبيلي | تركيز 90%+ | ينظف الوسادات قبل التلحيم |
| أيدي مساعدة / مشبك | أي نمط مع أذرع قابلة للتعديل | يمسك الشريط والأسلاك بثبات |
| أنابيب الانكماش الحراري 9 | مبطنة بالغراء، مقاس لتناسب على الشريط | يحمي الوصل النهائي |
| قلم التدفق (اختياري) | قائم على الرزين | يحسن تدفق اللحام على الألواح المؤكسدة |
عملية اللحام خطوة بخطوة
الخطوة 1: إيقاف التشغيل. افصل الشريط تمامًا عن مصدر الطاقة. لا تقم أبداً بلحام شريط حي.
الخطوة 2: تثبيت الشريط. استخدم يد مساعدة أو الصق الشريط على سطح عملك حتى لا يتحرك. يجب أن تواجه الألواح النحاسية للأعلى وأن تكون نظيفة. إذا كان هناك أي بقايا، امسح الألواح بالكحول الأيزوبروبيلي واتركها تجف.
الخطوة 3: تقشير وتلحيم الأسلاك. قم بتقشير حوالي 3-4 مم من العزل من طرف كل سلك. ضع كمية صغيرة من اللحام على كل طرف مكشوف من السلك عن طريق لمس الحديد واللحام بالسلك في نفس الوقت. يجب أن يمتص السلك اللحام ويبدو لامعًا. يُطلق على ذلك التلحيم المسبق.
الخطوة 4: تلحيم الألواح. لمس طرف الحديد بكل لوحة نحاسية على الشريط وتزويدها بكمية صغيرة من اللحام على اللوحة. يجب أن ترى قبة رقيقة ولامعة من اللحام تتكون على كل لوحة. حافظ على وقت تماس الحديد أقل من ثانيتين لتجنب تلف الحرارة للـ LED أو ركيزة الدائرة المطبوعة.
الخطوة 5: توصيل السلك باللوحة. ضع طرف السلك الملحّم فوق اللوحة الملحّمة. اضغط على الحديد اللحام على كل من السلك واللوحة في نفس الوقت. سيذوب اللحام المسبق المطبق على السطحين ويتحد. يجب أن يستغرق ذلك حوالي ثانية إلى ثانيتين. أزل الحديد.
الخطوة 6: الثبات في الوضع. لا تحرك السلك حتى يبرد ويتصلب تمامًا. تحريك السلك أثناء التبريد يخلق "وصلة باردة" — اتصال باهت وخشن المظهر يكون ضعيفًا ميكانيكيًا وغير موثوق كهربائيًا.
الخطوة 7: الفحص. الاتصال الجيد يبدو لامعًا وناعمًا. الاتصال السيئ يبدو باهتًا، حبيبيًا، أو متكتلًا. إذا بدا الاتصال سيئًا، قم بإعادة تسخينه لفترة قصيرة وأضف كمية صغيرة من اللحام الطازج.
مطابقة عدد الأسلاك لنوع الشريط
هذه الخطوة حاسمة. إذا قمت بتوصيل السلك الخطأ إلى الوسادة الخطأ، فلن يعمل الشريط — أو الأسوأ من ذلك، قد تتلف مصابيح LED أو وحدة التحكم.
- شرائط الألوان الأحادية: سلكان. الأحمر إلى الوسادة الموجبة (+)، والأسود إلى الوسادة السالبة (−).
- شرائط RGB: أربعة أسلاك. واحد لكل قناة لون (أحمر، أخضر، أزرق) وواحد مشترك موجب (+).
- شرائط RGBW: خمسة أسلاك. نفس RGB بالإضافة إلى قناة بيضاء مخصصة.
- شرائط الأبيض القابل للتعديل: ثلاثة أسلاك. موجب، أبيض دافئ، وأبيض بارد.
دائمًا تحقق من ملصقات الوسادات المطبوعة على الشريط قبل اللحام. فهي صغيرة لكنها قابلة للقراءة.
لماذا يعتبر التحمير المسبق مهمًا جدًا
التحمير المسبق ليس اختيارياً لعمل شرائط LED. بدون ذلك، عليك أن تمسك الحديد على الوسادة لفترة أطول أثناء تغذية اللحام، إذابة اللحام، وتوجيه السلك — كل ذلك في وقت واحد. هذا الوقت الإضافي ينقل مزيدًا من الحرارة إلى الشريط. شرائح LED واللاصق الخلفي حساسان للحرارة. يوصي مهندسونا بالحفاظ على وقت تلامس الحديد الإجمالي أقل من ثلاث ثوانٍ لكل وسادة. يجعل التحمير المسبق ذلك ممكنًا لأن الاتصال النهائي يحتاج فقط إلى إعادة تدفق سريع، وليس إذابة كاملة وتغذية.
كيف يمكنني إعادة ختم شرائط LED المقاومة للماء بعد قطعها للحفاظ على تصنيف IP الخاص بها؟
نحن شرائط IP65 و IP67 10 شحن بستر سيليكون مختومة في المصنع، ولكن في اللحظة التي يقوم فيها مقاول بقطعها أو لحامها في الموقع، ينكسر هذا الختم - وإذا كان المشروع في الهواء الطلق أو في بيئة رطبة، فإن المفصل المكشوف هو فشل في التركيب ينتظر الحدوث.
بعد قطع ولحام شرائط LED المقاومة للماء، يجب إعادة ختم الاتصال المكشوف عن طريق انزلاق غطاء نهائي من السيليكون متوافق أو أنبوب تقليل الحرارة، ثم تطبيق مادة مانعة للتسرب السيليكون المقاومة للماء حول المفصل وتركها تتصلب تمامًا قبل تشغيلها أو تعريض الشريط للرطوبة.

فتح الغلاف المقاوم للماء
قبل أن تتمكن من لحام شريط مقاوم للماء، تحتاج إلى الوصول إلى وسادات النحاس. على الأشرطة ذات الأكمام السيليكونية (IP67)، قم بشق الغلاف طوليًا بعناية عند نقطة اللحام باستخدام سكين حرفي حاد. قم بفك ما يكفي من السيليكون للكشف عن الوسادات - عادةً 10-15 مم. على الأشرطة المطلية بالسيليكون (IP65)، استخدم السكين لكشط الطلاء بلطف عن منطقة الوسادة. لا تخرب لوحة الدوائر المطبوعة. خذ وقتك هنا. التسرع في هذه الخطوة يمكن أن يخدش مسار نحاسي ويدمر الاتصال قبل أن تبدأ في اللحام.
عملية إعادة الختم
بمجرد إجراء اتصال اللحام واختباره (اختبر دائمًا قبل الختم)، اتبع هذه الخطوات:
اسحب غطاء طرف سيليكون أو كم انكماش حراري فوق المفصل. يوفر العديد من المصنعين - بما في ذلك نحن - أغطية طرفية تتناسب مع المقطع العرضي للشريط. إذا كنت تستخدم أنبوب انكماش حراري مبطن باللاصق، فتأكد من أنه مصنف للاستخدام الخارجي ومقاس ليناسب الشريط بشكل محكم بالإضافة إلى حزمة الأسلاك.
ضع مادة مانعة للتسرب من السيليكون. املأ الجزء الداخلي من غطاء الطرف أو الفجوة بين الانكماش الحراري والشريط بمادة مانعة للتسرب من السيليكون المتعادل. تجنب السيليكون المعالج بحمض الخليك (النوع الذي تفوح منه رائحة الخل) لأنه يمكن أن يؤدي إلى تآكل النحاس بمرور الوقت.
اضغط وعالج. اضغط غطاء الطرف بقوة على الشريط بحيث تملأ المادة المانعة للتسرب جميع الفجوات. اترك المادة المانعة للتسرب لتجف للوقت المحدد على الأنبوب - عادةً من 12 إلى 24 ساعة.
افحص. بعد المعالجة، قم بثني المفصل بلطف. إذا رأيت أي فجوات أو انفصلت المادة المانعة للتسرب، ضع طبقة ثانية.
اعتبارات تصنيف IP
من المهم أن نفهم أن المفصل المختوم في الموقع نادرًا ما يطابق تصنيف IP المختوم في المصنع. يمر شريط IP67 المختوم في المصنع بعمليات قولبة ومعالجة خاضعة للرقابة. يعتمد الختم الميداني على تقنية المثبت. ومع ذلك، يمكن للمفصل المختوم بشكل صحيح أن يحقق مقاومة فعالة للماء لمعظم التطبيقات التجارية مثل واجهات المباني، وإضاءة المناظر الطبيعية، والأسقف الخارجية المغطاة.
للتطبيقات الغاطسة بالكامل (IP68)، نوصي بشدة بطلب الأشرطة مقطوعة مسبقًا وملحومة مسبقًا بطولك الدقيق في المصنع حتى لا تكون هناك حاجة لقطع ميدانية.
تخفيف الإجهاد ليس اختياريًا
بعد الختم، أضف تخفيف الإجهاد. نقطة صغيرة من الغراء الساخن أو مرساة ربطة الكابل بالقرب من المفصل تمنع السلك من السحب على وسادة اللحام. في التركيبات الخارجية، سيؤدي التمدد الحراري واهتزاز الرياح إلى إجهاد أي مفصل غير محمي بمرور الوقت. يخفف تخفيف الإجهاد هذه الحركة حتى لا تضطر وصلة اللحام إلى ذلك.
ما هي أفضل طريقة لحام شرائط LED الطويلة دون التسبب في انخفاض الجهد؟
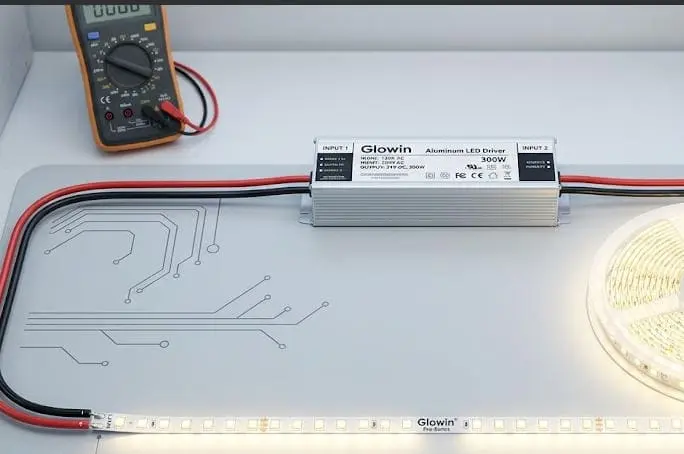
تشكل مسارات شرائط LED الطويلة جزءًا أساسيًا من خط منتجاتنا، وأكبر مشكلة تقنية يواجهها عملاؤنا في المشاريع التي تتجاوز 10 أمتار هي انخفاض الجهد — حيث تظهر مصابيح LED في الطرف البعيد من الشريط أقل سطوعًا وأحيانًا تتغير في درجة حرارة اللون بسبب عدم وصول جهد كافٍ إليها.
لتجنب انخفاض الجهد في مسارات شرائط LED الطويلة، استخدم سلكًا بقطر أكبر (16-18 AWG) لتغذية الطاقة، قم بلحم نقاط تغذية طاقة إضافية على فترات منتظمة على طول الشريط، واحتفظ باتصالات اللحام نظيفة ومقاومتها منخفضة حتى لا تساهم في فقدان الجهد التراكمي عبر المسار.

سبب حدوث انخفاض الجهد
شرائط LED هي في الأساس لوحات دوائر مطبوعة طويلة ورفيعة مع مسارات نحاسية ضيقة. مع تدفق التيار عبر هذه المسارات، يسبب المقاومة انخفاضًا في الجهد على طولها. كلما ابتعدت عن مصدر الطاقة، انخفض الجهد عند كل LED. على شريط 12 فولت، يمكن أن يؤدي انخفاض قدره 1-2 فولت إلى ظهور مصابيح LED أضعف أو ذات لون مختلف بشكل واضح في نهاية التشغيل. على شرائط 24 فولت، يقل التأثير لأن نفس الطاقة تُنقل عند نصف التيار، مما ينتج عنه خسارة مقاومية أقل — لكنه لا يزال يحدث في المسارات الطويلة.
شرح حقن الطاقة
حقن الطاقة يعني إضافة أسلاك تغذية طاقة إضافية عند نقاط على طول الشريط بحيث يتم تجديد الجهد. بدلاً من تشغيل الشريط من طرف واحد فقط، تقوم بتوصيل أسلاك موازية من مصدر الطاقة إلى المنتصف والنهاية البعيدة للشريط. هذا يضمن أن كل قسم يتلقى جهدًا قريبًا من الكامل.
إليك كيف يعمل ذلك عمليًا:
- حدد نقاط التغذية. لمسار بطول 20 مترًا على 24 فولت، قد تقوم بحقن الطاقة عند 0م، 10م، و20م.
- قم بتوصيل الأسلاك من مصدر الطاقة إلى كل نقطة حقن. استخدم أسلاك ملتوية من نوع 16-18 AWG للمسارات الطويلة المنزلية.
- عند كل نقطة حقن، قم بلحام أسلاك الطاقة مباشرة على وسادات الموجب والسالب للشريط.
اختيار قياس السلك للمسارات الطويلة
| الطول الإجمالي للمسار (شريط 24 فولت) | قياس سلك تغذية الطاقة الموصى به | عدد نقاط الحقن |
|---|---|---|
| حتى 5 م | 20–22 AWG | نقطة واحدة (فقط البداية) |
| 5–10 م | 18–20 AWG | 1–2 |
| 10–20 م | 16–18 AWG | 2–3 |
| أكثر من 20 متر | 14–16 AWG | 3+ (استشارة مهندس) |
هذه إرشادات عامة. يعتمد قياس السلك الدقيق على استهلاك الواط لكل متر والمسافة من مصدر الطاقة إلى نقطة الحقن. يمكن لفريقنا حساب المتطلبات المحددة لأي مشروع — فقط أرسل لنا المخطط.
جودة وصلة اللحام تؤثر أيضًا على انخفاض الجهد
تضيف وصلة اللحام السيئة مقاومة. في اتصال واحد، قد يكون ذلك ضئيلًا. لكن عبر مسار طويل مع العديد من وصلات اللحام — الزوايا، اتصالات القطاعات، نقاط حقن الطاقة — تتراكم المقاومة. يجب أن تكون كل وصلة ناعمة ولامعة ومتصلة تمامًا. أعد تدفق اللحام على الوصلات الباهتة أو المتكتلة. استخدم التدفق إذا ظهرت الأقداح مؤكسدة.
أيضًا، تجنب استخدام سلك رفيع جدًا بين قطاعات الشريط. يستخدم بعض المثبتين سلك قفز 24 AWG أو حتى 26 AWG لعبور الزوايا. يصبح هذا السلك عنق زجاجة للتيار، خاصة إذا كان الشريط يستهلك أكثر من عدة واط لكل متر. قم بمطابقة قياس سلك القفز مع استهلاك التيار للشريط، وليس بما يتناسب بشكل جيد خلف القناة الألمنيوم.
اللحام مقابل الموصلات بدون لحام للمسافات الطويلة
الموصلات القابلة للتثبيت بدون لحام مريحة. تثبت على الأقداح النحاسية وتُكوّن اتصالًا بدون حرارة. لكن في المسارات التجارية الطويلة، تخلق مقاومة أكثر من وصلة اللحام ويمكن أن تتراخى مع مرور الوقت بسبب التغيرات الحرارية. لأي مشروع حيث تهم الاعتمادية والتناسق البصري — الضيافة، التجزئة، العمارة — نوصي باللحام لكل اتصال. الموصلات مناسبة للنماذج الأولية السريعة، العروض المؤقتة، أو المسارات السكنية القصيرة حيث الوصول إليها سهل.
اختبر قبل أن تغلق
بعد لحام جميع وصلاتك ونقاط حقن الطاقة، قم بتشغيل الشريط وامشِ على طوله بالكامل. ابحث عن:
- أي مقاطع داكنة (يشير إلى اتصال مفقود أو مكسور).
- تعتيم عند النهاية البعيدة (يشير إلى انخفاض الجهد — أضف نقطة حقن أخرى).
- تغير اللون (من دافئ إلى بارد أو العكس — أيضًا من أعراض انخفاض الجهد على شرائط قابلة للتعديل أو RGB).
- وميض (يشير إلى وصلة باردة أو سلك غير محكم).
قم بإصلاح أي مشكلة الآن. بمجرد تركيب الشريط في قناة، وتغطيته بمشتت، وإغلاقه، يصبح إعادة العمل مكلفًا جدًا ويستغرق وقتًا طويلاً.
الاستنتاج
القطع واللحام الصحيح هما أساس كل تركيب موثوق به لشريط LED. قم بالقطع عند الوسادات المحددة، واصنع قشرة على كل شيء، وابقِ اللحام بسرعة، واختبر قبل الإغلاق، وحقن الطاقة في المسارات الطويلة. إذا أتقنت هذه الأساسيات، ستظل تركيباتك مضيئة وخالية من المشاكل لسنوات.
هوامش
- تم استبدال رابط 404 بمقال موثوق يشرح نقاط اللحام الباردة. ↩︎
- يعرف شرائط LED ذات الكثافة العالية وفوائدها لإخراج الضوء المتساوي. ↩︎
- يناقش كيف تصنع شرائط LED من أجزاء وكيف تؤثر المقاومة عليها. ↩︎
- يوفر مواصفات وتفاصيل حول نوع رقاقة LED SMD 2835. ↩︎
- يشرح معنى وخصائص شرائح LED RGB SMD 5050. ↩︎
- يقدم ورقة بيانات وتفاصيل تطبيقية لرقاقة LED القابلة للبرمجة WS2812B. ↩︎
- يغطي تقنيات اللحام الأساسية للدوائر المطبوعة، الأدوات، والأخطاء الشائعة. ↩︎
- يفصل فوائد واستخدام الصحيح للحام ذو قلب الراتنج في الإلكترونيات. ↩︎
- يوضح غرض أنابيب الانكماش الحراري، وتطبيقاتها، وفوائدها للعزل. ↩︎
- يقارن بين تصنيفي IP65 و IP67، موضحًا مستويات الحماية ضد الماء والغبار. ↩︎